Základní materiály pro výrobu desek plošných spojů

Na druhé straně polyimidy vyztužené skleněnými vlákny jsou drahé, avšak poskytují výhody ve formě rozměrové stálosti a spolehlivosti pokovených průchozích otvorů. Epoxidovou pryskyřici je možno použít buď s papírovou výztuží (FR-3) nebo, což je daleko obvyklejší, se skleněným vláknem (FR-4 nebo FR-5).
Běžné typy laminátů pro desky plošných spojů (DPS)
Základní parametry, které spotřebitel sleduje a vyžaduje od výrobce, jsou specifické pro konečné použití materiálu ve finálním výrobku.
- Prvním z parametrů je samozhášivost. Deska plošných spojů se nesmí vznítit při překročení proudové zatížitelnosti plošného spoje, tj. “při přepálení spoje”.
- Dalším parametrem je schopnost desky plošného spoje přenést vysoké frekvence. Zde je třeba přesně určit, do jakých frekvencí má zařízení pracovat. Podle maximální frekvence se volí materiál desek plošných spojů. Zde může být příkladem např. teflon.
- Pájení SMD na desku plošných spojů působí velkou změnu teploty, proto je nutné, aby měl materiál nízkou tepelnou roztažnost. Pokud tepelná roztažnost desky bude jiná než SMD, může docházet k odtržení plošných spojů.
V současné době je převážná většina aplikací založena na FR-4. Tento materiál získává svoji mechanickou výztuž ze spřádaného sklotextilu. Jednotlivá skleněná vlákna jsou stáčena do svazků (nití), jež se pak spřádají do textilie. Nejobvyklejší textilie používá 408 vláken o průměru 9,6 µm, stáčených každých 5 cm. Hustota osnovy (běžící ve směru textilie) je 17 nití na cm, zatímco hustota útku (napříč textilií) je 13 nití na cm.
Na začátku se textilie impregnuje epoxidem, a to rozpuštěním pryskyřice v rozpouštědle a jejím vsáknutím do látky. Materiál v nevytvrzeném stavu je znám jako prepreg a po vysušení je možno s ním manipulovat a řezat na potřebnou velikost. Materiál se řeže tak, aby „zrnitost“ tkaniny byla pod úhlem 45° ve směru materiálu. To pomáhá omezit deformace.
Materiál FR-4 může být složen až z několika vrstev prepregu tak, aby vznikl materiál o řízené tloušťce mezi 0,65 mm až 1,6 mm. Výroba základní dvouvrstvé desky probíhá následovně: měděná fólie vytvořená galvanicky plátováním válce z nerezové oceli, otáčejícího se v tekutém elektrolytu, se nanese na obě strany laminátu. Tato fólie, jejíž tloušťka se vyjadřuje v jednotkách oz.ft2, přičemž 1 oz.ft2 je nejobvyklejší (rovná se tloušťce 36 µm nebo 18µm), je po jedné straně hladká a lesklá a po druhé straně matná a zrnitá. Aplikuje se zrnitou stranou dolů, aby se podpořila přilnavost k prepregu. Vícevrstvé desky se vyrábí skládáním více dvouvrstvých prepregů, které se lisují za tepla ve vakuu nebo bez něj.
Vícevrstvé desky se slepují z více desek s plošnými spoji. Ke spojení se používá tzv. lepicí list –prepreg, což je materiál s nedotvrzenou pryskyřicí. Celek se musí pečlivě složit a lisovat za tepla. Po té následují stejné operace jako u dvouvrstvých desek (vrtání a pokovení otvorů). Vícevrstvé spoje jsou velmi náročné na výrobu a i dnes je procento vadných poměrně vysoké (10-20%). Po slepení a vytvrzení se celek provrtá a otvory se pokoví. Obecně platí, že u pokovených děr je nutné, aby hrana měla alespoň 1 µm tloušťky pokovení.
Výroba vícevrstvé desky plošného spoje (DPS)
FR-4 má dobré mechanické vlastnosti dané vyztužujícím sklotextilem. Je poměrně levný, snadno se vyrábí ve velkých sériích a na materiál o tak nízké hmotnosti má vysokou mechanickou pevnost. Pryskyřice má dobré dielektrické vlastnosti, zvláště vhodné pro elektronické aplikace. Pro speciální vf aplikace může být tloušťka dielektrika kritická. Pryskyřice také působí jako lepidlo držící sestavu pohromadě a je prakticky nezničitelná, s výjimkou působení určitých kyselin a vysokých teplot.
Existuje zde však několik nevýhod, z nichž některé mohou být zvláště obtížné pro výrobce desek plošných spojů a elektronických sestav. Jestliže výrobce mechanicky vrtá podložku při přípravě otvorů pro součástky, pak tření z vrtání taví epoxid, který se rozmazává po holé mědi, čímž brání pokovování v pozdější fázi procesu. Aby se tomuto problému vyhnuli, výrobci desek plošných spojů musejí investovat do drahých čisticích zařízení. Při osazování desek plošných spojů existují další problémy. Materiál není rozměrově stálý, což vede k nutnosti používání orientačních značek, které slouží jako datové body během operace montáže (viz kapitola osazování). Tyto značky kompenzují polohové nepřesnosti, vyvolávané změnami rozměrů v podložce. Za druhé, teplota skelného přechodu (Tg) epoxidové pryskyřice (v závislosti na aditivech) je mezi 120 °C a 160 °C. Z toho vyplývá, že působení tepla na desku plošných spojů během procesu pájení bude mít za následek měknutí pryskyřice, a inherentní mechanické deformační síly pak mohou sestavu zbortit. Materiál FR-5, ačkoliv je drahý, je určitým řešením, protože má vyšší tepelnou odolnost. Za třetí, existuje zde určité nepřizpůsobení mezi koeficienty roztažnosti měděných vodičů, součástek a materiálu FR-4. Bez pečlivého návrhu to může vést k mechanickým deformacím v pájených spojích. A nakonec, materiály vyztužené sklem nejsou příliš uživatelsky příjemné, protože při obrábění se vytváří pryskyřičný prach a částice skelných vláken, v důsledku čehož je nutno vzít v úvahu otázky bezpečnosti a ochrany zdraví pracovníků. Přes výše uvedené problémy je materiál FR-4 nejpoužívanější.
► Nákup na www.abetec.cz

► Další odborné články
► e-Shopy, školení a e-Booky

|
soldering.cz |
 e Booky ZDARMA |
 fotografie |
 video |








► Základní materiály pro výrobu desek plošných spojů
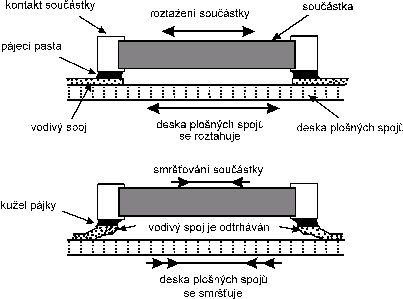 Tepelné nepřizpůsobení mezi podložkou a součástkami může vést k poškoz...
Tepelné nepřizpůsobení mezi podložkou a součástkami může vést k poškoz...
 Výroba vícevrstvé DPS
Výroba vícevrstvé DPS